Hard wearing Nilcra(R) Zirconia in Pumps
Centrifugal Pumps: Increased pump performance in Oil and Gas
Unrefined petroleum is pumped by the barrel load - All day, every day. Key to keeping supply up are the pumps.
Multi-stage pumps are expensive. Capital costs are high as are maintenance and energy costs, but lost production revenue can be higher again.
As wells dry out sand levels can increase, turning crude into an abrasive medium – reducing pump MTBO (mean time between overhauls) from 10 years to as little as one year. So, pumps need to be hard wearing, corrosion resistant and durable to be able to withstand the harsh, abrasive sandy oil.
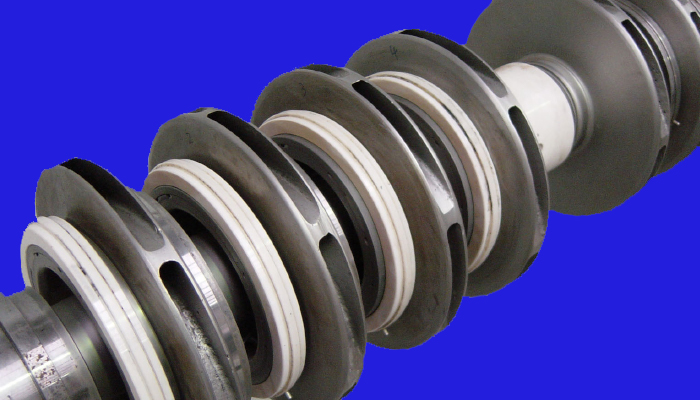
Pump efficiency is determined by the wear ring clearances which determines pump overhaul frequency. It is imperative to select hard wearing, durable, corrosion resistant materials. Most engineers and maintenance staff are familiar with hardchrome, hard facing and thermal spray coatings – but unlike these surface treatments Nilcra(R) Zirconia is a solid ceramic – providing consistent, even wear rates so you can use preventive and planned maintenance. Impeller and case wear rings, throttle and throat bushes made from Nilcra(R) Zirconia ceramic are the preferred alternative for pumping sandy oil.
Don’t accept the status quo if it is costing you money
There are various grades of zirconia ceramic available on the market however it is magnesia partially stabilised (Mg-PSZ) that is best suited to heavy duty pumps. Nilcra(R) Zirconia, MACOR’s magnesia stabilised zirconia, is the toughest, most reliable grade of any ceramic, it has a coefficient of thermal expansion very similar to steel and doesn’t suffer from hydrothermal degradation in crude oil pumps - an important criterion in moist, elevated temperature environments that can destroy other zirconia grades.
Because of its toughness and strength, Nilcra(R) Zirconia is a simple to substitute material for applications where high wear rates occur.
Nilcra(R) Zirconia parts are not just beneficial for reducing maintenance costs of the pump though. The other side of running a pump is managing the operating costs of the pump. When components wear, the sealing gaps increase. This reduces the pump’s efficiency – so the pumps need to work longer to pump the same amount of product – or can’t meet the desired pump head.
In other words, the pump needs more energy to pump the same amount of oil. The energy to run a pump is typically between 40% and 70% of the lifecycle costs – so maintaining sealing gaps and pump efficiencies is important.
For oil and gas, the cost of downtime and loss of production is perhaps much more important is once the pump needs to be decommissioned and overhauled. In some cases, a pump can produce at USD $500 per minute, making it easy to see why operators don’t want downtime.
Operations in Bass Strait
An example of this performance increase:
Operation and maintenance of the pumps in this sea strait is costly. Sand content within the crude oil in the wells has been steadily increasing as oil reserves have been dwindling down. It was found that each pump would only be able to provide roughly one year of service before needing critical maintenance from wear and erosion.
The operator decided to trial a refurbished eight-stage centrifugal pump fitted with Nilcra(R) Zirconia throttle bush, case separating ring, throat bush and impellor wear rings. OEM wear rings fitted to the pump’s impeller shaft were made from 420 stainless-steel 270-300 BHH and 420 stainless-steel 350-400 BHH. These wear rings lasted 12-15 months in a sandy well service. Nilcra(R) Zirconia was fitted to a different section of the impeller shaft. There was a significant decrease in component wear maintaining the clearance gaps much longer.
The upshot was four times the life, reduced downtime and maintenance costs plus increased production. Over 40 pumps have now been retrofitted.
Zirconia versus Ferobestos – Swelling at Sea
Nilcra(R) Zirconia stacks up well against Ferobestos a fibre reinforced composite material, often chosen for sleeves or bearings on heavy duty pumps to obtain an excellent seal with minimal leakage. However, these can swell and increase running friction. This affects the pump performance and causes rapid wear on both mating parts.
Nilcra(R) Zirconia is nonporous and does not suffer from swelling – so hard abrasive wear particles cannot embed into it and score the mating shaft – that can be a very expensive to repair!
Case Study: A open vaned pump fitted with Ferobestos sleeves on a 2" shaft in a waste/holding dam, in Longford Australia was only lasting between one to two months due to swelling and fast wear rates of the sleeves. These sleeves were changed to Nilcra(R) Zirconia Mg PSZ. The lifespan on these parts is now greater than four years, with vastly reduced downtime and maintenance costs.
An additional benefit of working with Nilcra(R) Zirconia, originally dubbed ‘Ceramic Steel’, is that in most cases the same drawing and tolerances of current metal parts can be used. There is no need for major redesigns and approvals, it is essentially like-for-like.
Nickel Operations:
Another case MACOR encountered was a centrifugal pump, pumping 45°C and 85°C ammonium carbonate slurry with shaft speeds of 1,500 RPM, with water lubrication. The original metal shaft sleeves lasted only five weeks and replacement ceramic coatings eight to ten weeks.
After replacing the shaft sleeves with Nilcra(R) Zirconia changeover time increased to 12 months, a 10-fold life increase.
Find out more about our Nilcra(R) Zirconia.